
Introduction
For many products in the automotive and electronics industry, components and parts must be free of dust or unwanted particles at all stages of the production and assembly process. Particulate contamination is a cause of defects in components which lower their performance and lifetime. When using components produced by various suppliers, contamination on critical components for a vehicle or device can lead to a breakdown of the entire system. So, an efficient cleanliness analysis process must also occur at the supplier level. Therefore, it is not surprising that both industries spend considerable time and money tracking particles and eliminating them during the manufacturing of components and products. However, inefficient ways of maintaining technical cleanliness increase production cost.
In the automotive industry, residual contamination in fuel injection systems, filter systems for fuels, lubricants, and urea (selective catalytic reduction for emissions), pumps, engine and transmission control units, hybrid drive components, and other micromechanical components can have a critical effect on reliability and service life [1].
In the electronics industry, component cleanliness is of high importance, because small particles can increase the risk of failure for components with high power density features. Components, like printed circuit boards (PCBs), often have sub-micrometer gaps and nanoscale features. For example, conducting particles can cause shorts in PCBs either by forming a direct conduction path between two contacts or by shortening the distance between theme and increasing the chance of dielectric breakdown [2,3].
Electric vehicles (e-mobility) [4] have both mechanical and electronic parts and, as a result, require technical cleanliness requirements from both industries.
The most important factors for efficient cleanliness analysis and how the overall workflow can be optimized are discussed here.

Specifications for efficient cleanliness analysis
To achieve efficient, cost-effective cleanliness analysis, all parties involved in production, normally component suppliers and product manufacturers, must agree upfront on the specifications, depending on the product requirements. It has to be decided what should be measured, such as the particle properties that indicate the risk to cause damage, which standards and norms are followed, the way results are best documented, among other things [1].
Automated particle analysis is instrumental for achieving an efficient cleanliness process. Optical microscopy is the broadly applied standard method for doing rapid automated analysis of extracted particles to determine their number, size, and other specific properties [1,5,6]. By using other techniques, like particle counting or scanning electron microscopy, the acquired results are not comparable to those from optical microscopy, as completely different detection methods are used [5,6].
Which measurement parameters are the most useful?
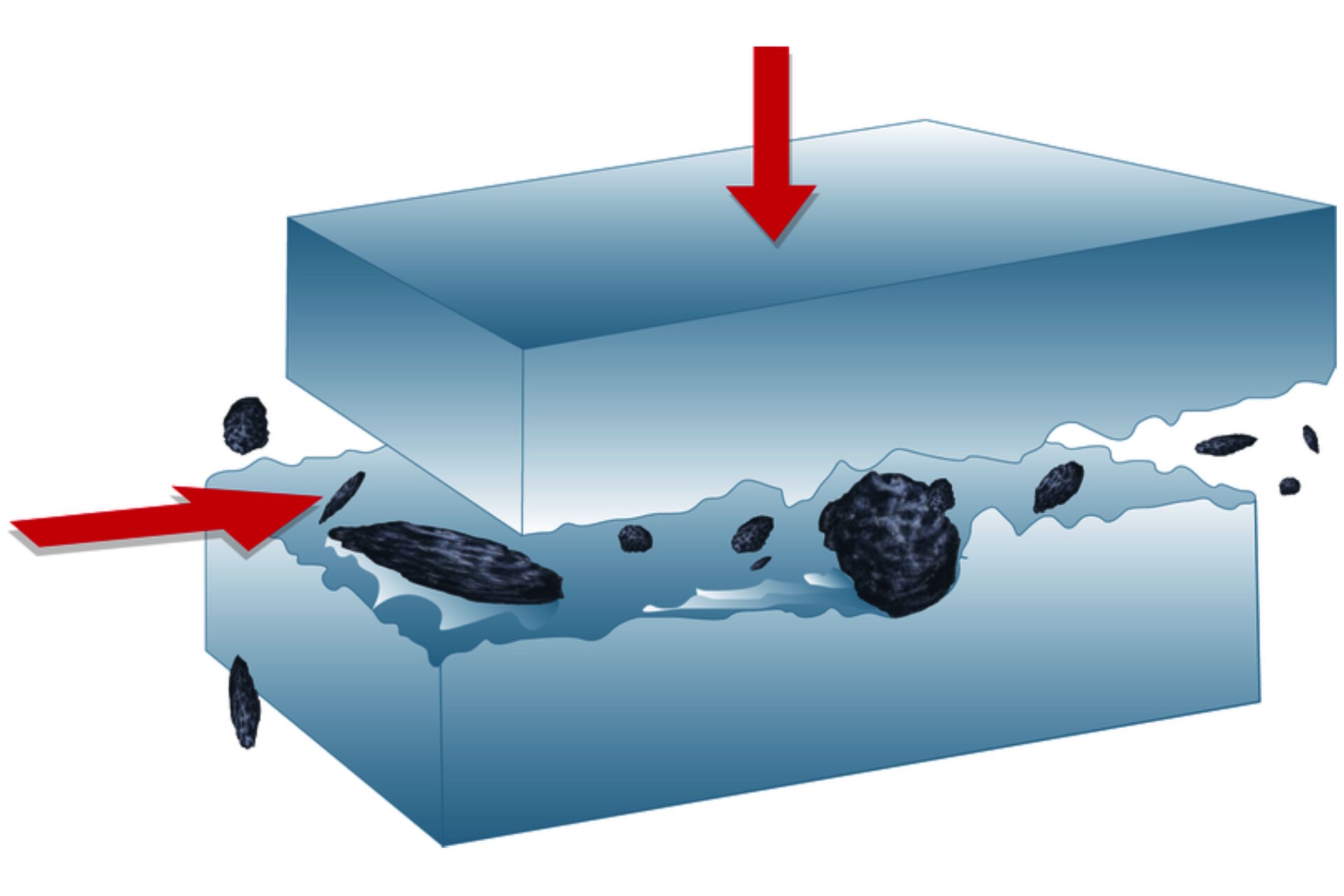
Particles can be classified into different categories based upon their dimensions (length, width, and height), and material characteristics. In general, particles which are composed of carbides, metals, or ceramics, e.g. corundum (Al oxide), are hard and abrasive, while those composed of plastics and other organic materials are soft and much less abrasive. Metallic and semiconducting ceramic particles are also electrically conductive and, therefore, have a high potential to cause damage to electronic components.
In terms of potential to do damage to components, for the automotive industry hard particles (e.g. carbides, metals, ceramics, etc.) with a large height are more likely to cause damage than long, soft plastic fibers, due to their grinding and abrasive nature. For the electronics industry, metallic particles have the highest conductivity and those more than 200 µm in size [2] are most likely to cause shorting problems on circuit boards.
 lower filter background and B) top of the particle.")

 mainly aluminum (Al) and B) steel (mainly Fe)")
International and regional cleanliness standards
Standardized approaches and methods help manufacturers and users obtain reproducible, reliable, and comparable cleanliness results.
In the automotive industry, the main standards are VDA 19.1 [5] and ISO 16232 [6] which give the accepted definitions and ranges of common parameters, e.g., particle class in terms of size and composition, threshold values for particle identification, image settings, etc., used for cleanliness analysis.
The VDA 19.1 standard mentions that, in addition to optical microscopy, other methods like SEM, energy dispersive spectroscopy (EDS), and laser induced breakdown spectroscopy (LIBS) are necessary to reliably and confidently identify the source of particle contamination [5,7]. LIBS is performed directly on the sample in air with an optical microscope and eliminates both the need for additional time-consuming sample preparation and transport of the sample to another instrument for analysis [5,7]. As a result, the particle composition can be determined faster with LIBS than SEM/EDS, leading to a more efficient identification of the contamination source [7].
In the electronics industry, a common reference for cleanliness standards is the ZVEI Guideline (ZVEI = German Electrical and Electronic Manufacturers’ Association) entitled “Technical Cleanliness in Electrical Engineering” [3].
Optimal cleanliness analysis workflow
The cleanliness workflow for automotive components or parts consists of 5 main steps [5,6]:
- Cleaning/washing the components;
- Extracting the particles by filtering cleaning solution;
- Analysis of particles on the filters;
- Documentation of particles based on size and other characteristics; and
- Evaluation of potential risk to cause damage and identifying contamination sources.

For some sensitive electronic components, an acceptable level of technical cleanliness is achievable only when production and cleaning are done inside a clean room to minimize contamination from the air [2]. For components which are not so sensitive to contamination, a cleaning process can be done at the end of production [2]. Residual particles are removed from the components surface by liquid spraying or washing with solution. The liquid or solution is then filtered, the filter dried, and then the particles on the filter are analyzed.
The cleanliness workflow for electronic components is very similar to that for automotive, also with 5 main steps [2,3]:
- Liquid spraying or solution washing of components;
- Extracting the particles by filtering sprayed liquid or cleaning solution; and
- Analysis of particles on the filters;
- Documentation of particles based on size and other characteristics; and
- Evaluation of potential risk to cause problems.
Summary
Particulate contamination on components or parts for the automotive and electronics industry can have a detrimental effect, leading to poor performance or early failure. For automobiles, examples are engine parts or filter systems. For electronics, contamination on a printed circuit board (PCB) can cause short circuits. The demand for electric vehicles (e-mobility) has been growing over the last few years. Manufacturing them requires cleanliness practices from both industries.
Clearly, technical cleanliness is important for quality control of modern manufacturing processes. If components or parts from multiple suppliers are used in production, then an efficient, cost-effective cleanliness process must begin at the supplier level.
In this article, the most important factors for efficient cleanliness analysis and optimization of the overall workflow have been addressed.